Technique : Les pneumatiques
le 03/08/2005
L'un des problèmes fondamentaux de la locomotion sur route a toujours été celui du contact direct entre la roue et le sol. En effet, avec l'inter position d'organes de suspension complémentaires, entre le véhicule et les roues, il n'est possible d'amortir que les grandes oscillations causées par les aspérités ou les trous de la route tandis que les petites vibrations, dont dépendent essentiellement le confort, le bruit et l'adhérence, sont fonction, pour une grande part, du type de contact qui existe entre la roue et le sol.
HISTORIQUE
C'est pour cette raison que, lorsqu'au XIXe siècle la circulation sur les routes devint de plus en plus importante, on prit conscience de la nécessité d'améliorer l'efficacité de la roue qui était demeurée presque inchangée depuis son invention, des millénaires auparavant. Le problème le plus important à cette époque, alors que les voitures avaient déjà reçu des systèmes de suspension efficaces et très élaborés, était celui du bruit notable, engendré par le roulement du bandage métallique de renfort de la jante sur le pavage des rues des villes.
Jusqu'alors, l'impossibilité de construire des chaussées parfaitement unies avait conduit à l'adoption de roues de grand diamètre ou du système du rail. Mais la solution définitive devait venir de la réalisation d'un support élastique assurant le contact le plus souple et le plus silencieux avec le sol. Parmi les tentatives faites dans ce sens, on peut signaler la roue élastique équipée d'une jante déformable et de rayons constitués par des ressorts.
Ensuite, on garnit de caoutchouc plein les bandages métalliques des voitures de ville hippomobiles d'un poids modéré. Mais la vraie solution devait venir de l'adoption d'un élément gonflé d'air.
D.R.
UNE PATERNITE DIFFICILE A ETABLIR
Il est impossible d'affirmer une date précise et de désigner un inventeur du pneumatique, d'autant plus que la conception d'une invention aussi révolutionnaire était forcément subordonnée à la disponibilité des matériaux et des techniques de mise en oeuvre nécessaires à la réalisation d'un élément aussi complexe. Le premier document authentique remonte au 10 décembre 1845, date à laquelle fut déposé en Angleterre par Robert William Thomson le brevet n° 10 990 concernant un dispositif pneumatique applicable aux voitures et appelé " roue à air ".
On ne sait toutefois rien des circonstances de cette invention ni des applications pratiques, et elle n'eut probablement pas de suite.
C'est seulement bien des années plus tard qu'eut lieu la réalisation du premier exemple de roue pneumatique utilisable pratiquement : ce fut l'oeuvre du vétérinaire écossais John Boyd Dunlop.
Celui-ci réalisa, en 1888, sans connaître l'antériorité de Thomson, un bandage pneumatique en adaptant aux roues du tricycle de son jeune fils un tube de caoutchouc rempli d'air sous pression. Ce pneumatique était fragile et fixé à la jante par l'enroulement d'une toile caoutchoutée et collée.
Dunlop breveta son invention qui obtint un succès immédiat dans le domaine du cycle, où les utilisateurs ressentaient davantage la nécessité d'une roue élastique en raison de l'absence de toute suspension.
A partir de ce moment l'évolution fut très rapide : successivement Welch puis Bartlett inventèrent des jantes destinées à retenir le pneu grâce à la pression et à un profil spécial.
En 1891, les Michelin, rachetant un brevet antérieur qu'ils perfectionnèrent, lancèrent le pneumatique démontable et facilement réparable grâce à une chambre à air séparée, et en 1895, bravant l'opinion universelle, ils apportèrent à l'automobilisme naissant une contribution inestimable en munissant leur Peugeot engagée dans Paris-Bordeaux Paris de pneumatiques de 65 mm de section.
Ce fut là le début du succès spectaculaire et définitif du pneumatique dont le perfectionnement alla de pair avec le progrès accéléré de l'automobile.
DU LISSE AU PROFIL ASYMETRIQUE
Les premiers pneumatiques étaient à section circulaire et lisse mais rapidement on chercha à en augmenter l'adhérence, en particulier sur sol mouillé : des bandes de roulement rapportées en cuir garnies de clous, dites semelles antidérapantes permirent de diminuer l'usure alors particulièrement rapide.
Le défaut fondamental de ces enveloppes, à savoir le fait qu'elles sortaient facilement de la jante malgré les talons latéraux, fut éliminé tout de suite après par des constructeurs américains (Goodyear), qui vers 1910, mirent dans le commerce les premiers pneumatiques dit
straight-side dont les talons étaient rendus inextensibles par un renforcement métallique (tringles). Les étapes suivantes furent l'adoption de bandes de roulement sculptées (1908-1910) et l'utilisation de noir de gaz (carbon black) dans la composition du mélange, afin d'augmenter la résistance mécanique du caoutchouc.
Un progrès fondamental, assurant aux pneumatiques une plus grande solidité et une sécurité de marche supérieure, fut le remplacement, réalisé à partir de 1925, des toiles croisées caoutchoutées ordinaires par le tissu câblé (sans trame) dont la structure, en évitant les frottements internes, limite l'échauffement et donne aux flancs une plus grande résistance aux flexions continuelles auxquelles ils sont soumis pendant lé roulement. Cette innovation permit de remédier à la cause principale des éclatements assez fréquents à cette époque et de réaliser les conditions préalables pour une réduction progressive des pressions de gonflage.

D.R
En effet, la faible résistance à la fatigue de flexion des carcasses imposait des pressions assez élevées, allant jusqu'à 7 atmosphères, pour limiter l'écrasement sous la charge. Parmi les étapes les plus récentes et les plus importantes du développement du pneumatique, rappelons :
- l'utilisation de fils d'acier dans la composition des toiles, en 1936 ;
- l'apparition, en 1947, de carcasses à structure radiale ;
- la création, à partir de 1950, de pneumatiques sans * chambre à air (tubeless) ;
- la production, en 1959, d'enveloppes du type radial munies d'une bande de roulement séparée interchangeable.
Plus récemment, les efforts des techniciens ont été orientés, en plus du perfectionnement continuel des pneumatiques du type classique, vers l'étude et l'expérimentation de solutions de remplacement qui permettent d'éliminer ou de réduire tous les risques liés aux crevaisons .
L 'augmentation des performances des véhicules a déterminé une évolution parallèle des caractéristiques des pneumatiques. On remarque une tendance à l'augmentation des sections qui, pour les carcasses radiales, se traduit par l'abaissement du rapport hauteur sur largeur de section hauteur-largeur qui conduit aux pneumatiques « LOW-profil ».
A ce sujet, il est cependant bon de rappeler qu'étant donné la liaison très étroite qui a toujours existé entre les progrès du pneumatique et ceux de l'automobile, l'avenir du premier est conditionné par les progrès de la seconde si bien qu'à long terme, il n'est pas possible de deviner si le pneumatique de demain sera simplement un perfectionnement ultérieur de la « roue à air » primitive, ou s'il sera un dispositif complètement nouveau, cohérent avec la technologie des transports futurs.
STRUCTURE ET FABRICATION
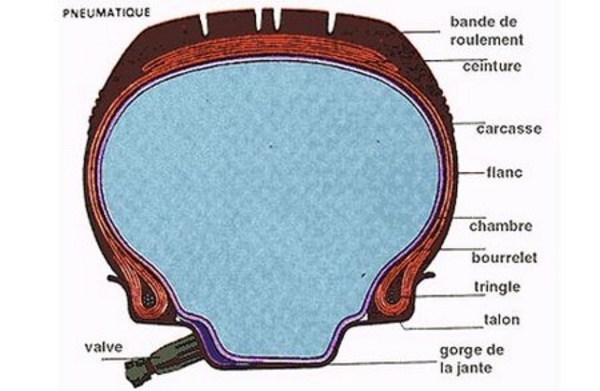
Sous sa forme la plus classique et la plus répandue, le pneumatique est constitué par une enveloppe qui comprend une carcasse, une bande de roulement et des talons, et par les éléments d'étanchéité à l'air : chambre à air et valve.
Dans les pneumatiques dits sans chambre, ou tubeless, l'élément d'étanchéité est représenté par une mince couche de caoutchouc imperméable, dit liner, qui recouvre toute la partie intérieure de l'enveloppe ; dans ce cas également, la partie intérieure du canal de la jante et surtout la zone de contact entre l'enveloppe et la jante assument des fonctions d'étanchéité.
La structure de la carcasse doit posséder des caractéristiques d'élasticité et de résistance à la fatigue très élevées : qu'il suffise de penser que la roue d'une voiture automobile effectue, suivant ses dimensions de 500 à 700 tours à chaque kilomètre, ce qui signifie autant de flexions de chaque section de la carcasse.
Pendant toute sa vie, chaque fibre d'un pneumatique aura par conséquent subi des dizaines de millions de sollicitations du seul fait de rouler. A celles-ci viennent s'ajouter tous les efforts longitudinaux (de traction et de freinage) et transversaux (d'étanchéité, force centrifuge), et les chocs qui se produisent pendant le roulement.
La solution universellement adoptée consiste en la superposition d'un nombre pair de toiles caoutchoutées, découpées et croisées les unes par rapport aux autres selon des angles différents en fonction de la structure choisie. Ces toiles sont constituées par des « cordonnets » de section relativement grande disposés en nappes, sur lesquelles le mélange de caoutchouc est appliqué par calandrage.
La trame est constituée par des fils très fins et éloignés les uns des autres d'autant qu'ils ne supportent aucun effort et qu'ils servent seulement à maintenir en place les cordonnets pendant l'application de la gomme. La fabrication du pneumatique s'effectue au moyen d'une machine spéciale. Celle-ci est essentiellement constituée par un tambour tournant, et expansible radialement, sur lequel on superpose les matériaux en commençant par ceux qui se trouvent le plus à l'intérieur.
Les principales opérations se déroulent sur la base du schéma de principe suivant :
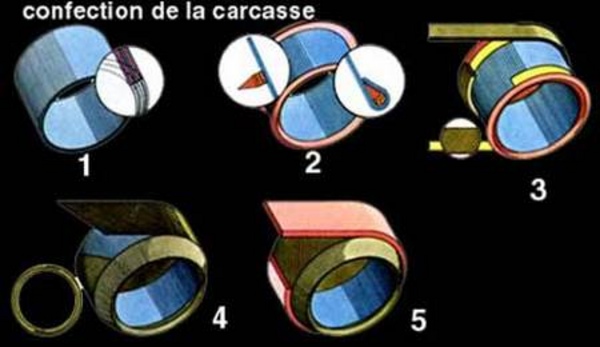
- enroulement sur le tambour et réunion des extrémités de la feuille de caoutchouc à la fois aux petites toiles de renforcement des talons et à la toile de la carcasse (les cordonnets sont parallèles à l'axe du tambour si la structure est radiale, ou bien, les nappes sont disposées obliquement si la structure est diagonale)
- mise en place des tringles; rabattement des extrémités de la toile autour des tringles; pose de bandes et bandelettes prises dans des feuilles caoutchoutées de qualité différente dans les zones des talons, des flancs et de la bande de roulement.
A ce stade, le futur pneumatique constitue un manchon cylindrique sans cohésion et visqueux qui, dans la phase de finition, est mis au gabarit de l'anneau en fonction des dimensions voulues par la pose des toiles de ceinturage éventuelles : c'est sur celles-ci que l'on colle la bande de roulement dans l'opération suivante de vulcanisation.
Cette opération fait perdre au mélange de caoutchouc sa plasticité initiale en lui donnant des propriétés élastiques stables.
La vulcanisation en moule se réalise dans des presses spéciales en utilisant l'action combinée de la chaleur et de la pression. Le corps du pneumatique est chauffé simultanément de l'extérieur (par exemple avec de la vapeur circulant à l'intérieur des parois du moule) et de l'intérieur (en règle générale par de l'eau chaude sous pression contenue dans une membrane de caoutchouc à l'intérieur de l'enveloppe).
La pression (de 15 à 20 atmosphères ou plus) sert à comprimer le pneumatique de l'intérieur et à l'appliquer contre le moule de façon à ce qu'il puisse prendre la forme, les sculptures et les inscriptions correspondantes. Le temps de vulcanisation varie en fonction des dimensions du pneumatique, des techniques opératoires et des mélanges utilisés : il va des quelques minutes du pneumatique de bicyclette aux 20 à 30 minutes nécessaires pour le pneumatique de voiture automobile et jusqu'aux 24 heures et plus que demandent les gros pneumatiques destinés aux gros engins de terrassement. La température de vulcanisation est en général de 200°.
FRABRICATION D'UN PNEU RADIAL
Fabrication d'un pneumatique radial.
Les phases préliminaires sont : la préparation du mélange (c'est-à-dire de l'agglomérat pâteux de gomme synthétique et de noir de fumée et la préparation des toiles caoutchoutées.
-- Etape 1 : l'orifice de sortie d'un malaxeur qui travaille le mélange par frottement en le portant à une température de ramollissement de l'ordre de 150 °C.
-- Etape 2 : la toile synthétique, tissée de gros fils dans le sens vertical, est imprégnée de caoutchouc et ensuite découpée en bandes transversales d'environ 50 cm de hauteur.
-- Etape 3 : les bandes de toile gommée simple ou double sont enroulées sur un tambour jusqu'à ce que l'on obtienne un cylindre aux deux extrémités duquel on pose les talons constitués d'un fil d'acier (tringle) enrobés dans un disque de gomme.
-- Etape 4 : Une machine effectue le rabattage et l'adhérisation du talon à la toile.
-- Etape 5 : Sur les rabats, on pose alors les bandes qui constitueront les gommes de flanc.
Le cylindre ainsi obtenu au diamètre de la jante à laquelle il est destiné est transféré sur un tambour de confection équipé d'une membrane gonflable visible en rose sur la photo de l'étape 6 qui, en se gonflant, déforme le cylindre et augmente son diamètre dans la partie centrale.
-- Etape 7 : le cylindre est serré entre deux matrices qui, forçant contre les talons, les rapproche l'un de l'autre, galbant ainsi la carcasse. Durant le gonflage de celle-ci, les gros fils des toiles s'éloignent les uns des autres.
-- Etape 8 : sur la partie centrale de la carcasse (qui a atteint son dia- mètre définitif), on applique les toiles métalliques qui constituent la ceinture.
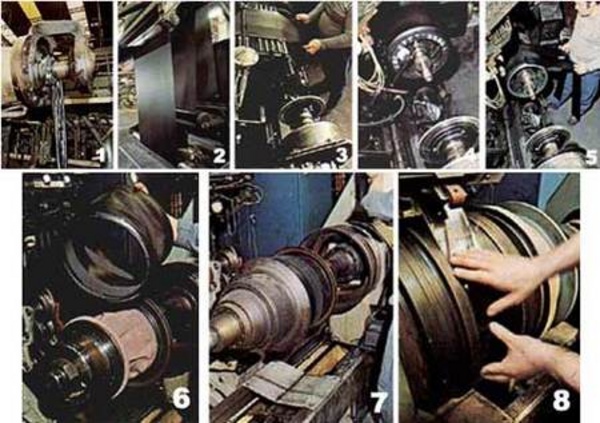
Etapes 1 à 8 D.R.
La partie centrale du moule (noyau) est constituée par une boule de caoutchouc déformable pouvant être gonflée avec de l'eau chaude (étape 9). Autour de cette boule dégonflée (11), on installe la carcasse, puis on reconstitue les deux coquilles du moule divisées en secteurs chauffés à la vapeur. On commence alors par gonfler le noyau puis on procède à la cuisson.
Etape 12 et 13 : la bande qui constituera la bande de roulement est colorée en fonction de la largeur et de l'épaisseur des pneumatiques : son application est retracée sur les autres photos : pose, enroulement, adhérisation par galetage. A ce stade, la carcasse est terminée, mais les couches de caoutchouc n'adhérant les unes aux autres que par contact doivent être vulcanisées. Cette opération terminale consiste à «cuire» le pneumatique dans un moule jusqu'au ramollissement et la liaison de tous ses composants. Le moule forme également les dessins de la surface de la bande de roulement ainsi que les inscriptions des flancs.
Après la réouverture du moule (étape 14) le pneumatique sera acheminé vers les divers contrôles de réception.
Chaque fabricant confectionne d'après ces principes les carcasses de ses propres pneumatiques, mais avec des différences pour tout ce qui concerne le choix des matériaux et la disposition de chacun des éléments constitutifs de la structure. Ces différences ont leur origine soit dans les caractéristiques particulières exigées par l'utilisation à laquelle est destiné le pneumatique (vitesses basses ou élevées, charges, conditions du terrain sur lequel il doit travailler), soit dans la technologie de la maison productrice.
En plus des structures désormais universellement adoptées à carcasse diagonale, radiale et bias-belted (construction diagonale ceinturée), il existe de nombreuses autres différences plus ou moins visibles concernant la matière des toiles, leur nombre, les mélanges et le dessin de la bande de roulement, qui ont aussi une répercussion sur le plan de l'utilisation pratique.
Ainsi par exemple, la structure radiale peut être confectionnée de diverses manières tout en utilisant les mêmes matériaux.
Le produit de chacune de ces combinaisons est un pneumatique particulier, c'est-à-dire un pneu qui aura un comportement différent de celui des autres (adhérence. usure. snunlesse. bruit. etc.).
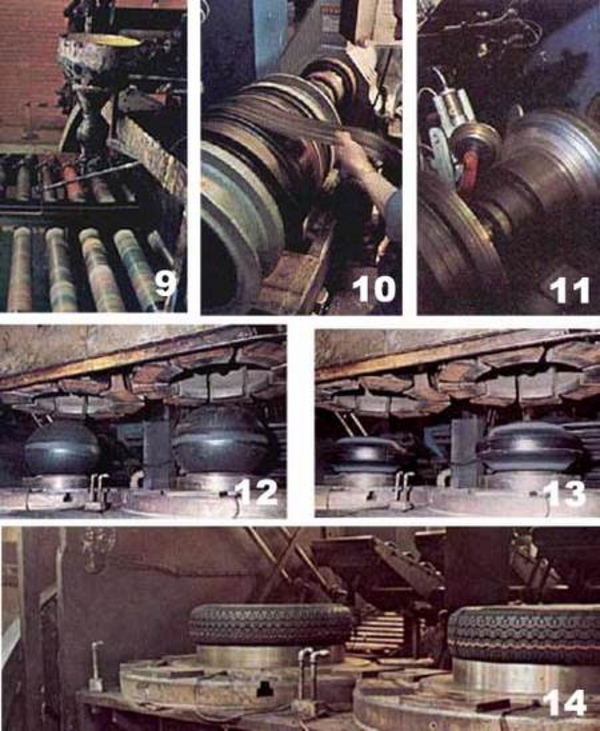
Etapes 9 à 14 D.R.
CARCASSES METTALIQUE ET TEXTILES
En ce qui concerne les caractéristiques utilisées pour la confection des carcasses, il existe des différences fondamentales entre les fils métalliques et les fibres textiles : il s'agit dans le premier cas de petits fils d'acier cuivrés superficiellement, tandis que la seconde classe comprend à la fois des fibres naturelles (coton) et des fibres synthétiques (rayonne, nylon, polyesters, fibres de verre).
L'utilisation de plus en plus large des fils d'acier (Michelin, 1936) est déterminée par les caractéristiques mécaniques de ce matériau : en effet, sa résistance à la traction très élevée permet d'obtenir la même robustesse avec un moindre nombre de toiles et, en définitive, avec un moindre poids.
Son utilisation, universelle dans la construction de la ceinture, est toutefois limitée en ce qui concerne la structure des flancs à cause des fortes flexions qui sont beaucoup mieux supportées par le nylon dont le travail de rupture est plus élevé. La supériorité de l'acier par rapport aux fibres synthétiques est démontrée par les différences d'échauffement causées par les déformations continuelles auxquelles le pneumatique est soumis pendant la marche.
En effet, à cause de l'élasticité importante des matériaux, lorsque la structure déformée élastiquement reprend sa forme initiale, elle ne restitue pas intégralement l'énergie qu'elle a emmagasinée, mais elle en transforme une partie en chaleur. Ceci correspond à l'énergie fournie pour faire rouler le pneumatique, cette énergie, rapportée à l'unité de temps, représente la puissance absorbée. La propriété d'un matériau qui s'échauffe ainsi sous l'effet de sollicitations à la fatigue porte le nom d'hystérésis.
La forte ou la faible hystérésis d'un pneumatique qui engendre une plus ou moins grande production de chaleur pendant la marche est fonction des hystérésis des mélanges et des fils qui constituent la carcasse : elle est par conséquent maximale pour des carcasses diagonales textiles et minimale pour des carcasses radiales métalliques.
En principe, on peut affirmer qu'un pneumatique « métallique » a une plus grande résistance, qu'il s'échauffe moins, qu'il est plus rigide et qu'ainsi il répond plus immédiatement aux manœuvres du pilote qu'un pneumatique « textile », qui est plus mou, qui répond moins brusquement aux sollicitations de la direction et qui pour une même rigidité, sera plus lourd que le pneumatique métallique et aura l'inconvénient de se déformer plus facilement.
En particulier, à cause de l'élasticité réduite des fibres textiles, ces pneumatiques peuvent rester déformés après un long arrêt, c'est-à-dire qu'ils conservent un certain aplatissement dans la zone d'appui sur le sol jusqu'à ce que le pneumatique ait fonctionné pendant un certain temps.
Carcasse D.R.
Il s'agit en fait de différences dont la plus ou moins grande perceptibilité en utilisation normale est conditionnée par de nombreux facteurs, qui vont de la précision de la direction et de la suspension à la sensibilité, et au genre de conduite du pilote; c'est la raison pour laquelle le jugement sur la plus ou moins bonne tenue d'un type de pneumatique, comparé à un autre, demeure en grande partie subjectif.
Par conséquent, on n'a pas estimé nécessaire de spécifier explicitement toutes les caractéristiques d'un pneumatique et il n'existe pas de règles précises et unifiées concernant l'indication, sur le flanc de l'enveloppe, de sa structure interne : en général, ce genre d'indication est limité aux caractéristiques dimensionnelles, aux symboles concernant la vitesse maximale d'utilisation et au type de carcasse avec, éventuellement, le nombre de ply-rating.
Il manque presque toujours le nombre et la composition des toiles des flancs et de la ceinture ainsi que les indications relatives à l'utilisation pour laquelle chaque pneumatique est homologué ; ces indications se trouvent uniquement sur les enveloppes destinées aux pays qui les exigent, et ceci suivant des critères qui ne sont pas unifiés : ainsi par exemple, les pneumatiques des voitures destinées au marché américain doivent porter l'indication (un nombre) relative à l'homologation suivant les normes DOT (Department of Transports).
Parmi les inscriptions plus ou moins significatives portées par le flanc, une importance particulière s'attache à celles qui concernent les défauts du pneumatique : en effet, une enveloppe peut être plus ou moins défectueuse dans son aspect ou dans sa structure, non seulement à cause d'imperfections de la structure elle-même, mais à cause des caractéristiques des matériaux qui la composent et par suite de la complexité des opérations de fabrication.
Il existe à cet effet une échelle de déclassement» adoptée pratiquement par tous les constructeurs qui indiquent avec des symboles qui leur sont propres, le niveau de qualité.
En laissant de côté les pneumatiques exempts de défauts, ces déclassements sont : D.A. (défaut d'aspect) ou IMP ASP (imperfection d'aspect), ce qui veut dire que l'enveloppe a une structure et des dimensions correctes, mais qu'elle a un aspect extérieur défectueux (inscriptions, dessins de la bande de roulement, esthétique); « second choix» ou «solde», c'est-à-dire pneumatiques avec des défauts d'uniformité de la structure, des défauts dimensionnels, ou de légères réparations ; «remorque» ou « usage agricole» qui indique un pneumatique gravement défectueux qu'on ne met pas au rebut, mais qui ne peut être utilisé que pour des vitesses très réduites (ils portent quel,quefois l'inscription : vitesse maximum 30 km/h) et non sur des véhicules automobiles.
LA BANDE DE ROULEMENT : MELANGE ET DESSIN
L'élément distinctif le plus apparent d'un pneumatique est la bande de roulement, dont les éléments fondamentaux sont le mélange et le dessin. Le mélange de la bande de roulement est le fruit de la recherche du meilleur compromis entre la durée, l'adhérence et l'usure, facteurs qui sont souvent en conflit direct les uns avec les autres. Un mélange très mou, par exemple, est très adhérent, mais il a une durée plutôt réduite et, en s'échauffant facilement, il s'use d'une façon irrégulière. Au contraire, un mélange très dur aura une grande résistance à l'usure, mais une adhérence réduite.
Pour les enveloppes destinées à l'utilisation normale, le choix se porte sur des mélanges plutôt durs pour prolonger la durée du pneumatique et on a recours, pour avoir une bonne tenue de route, à une étude soignée des sculptures.
Celles-ci sont formées par un réseau de cavités de différentes largeurs et profondeurs, dont la disposition est déterminante pour la tenue sur une chaussée sèche ou mouillée. En fait, dans un pneumatique pour utilisation routière, c'est -à- dire qui n'est pas conçu pour une utilisation spéciale, la bande de roulement est constituée en pratique, du fait de la sculpture, par une série de parties en relief qui, par leur comportement sous l'effort, conditionnent l'adhérence et l'usure ; celles-ci dépendront par conséquent à la fois de la surface adhérente et de sa distribution dans la surface de contact avec le sol par rapport à la direction du mouvement.
Plus la souplesse de la bande de roulement est grande, plus l'angle de dérive pris par le pneumatique en virage sera grand.
La flexibilité d'un relief est proportionnelle à sa hauteur (profondeur des cavités) et inversement proportionnelle à sa section. La dérive sera, toutes proportions gardées, plus grande pour un pneumatique à sculptures serrées et profondes et plus faible dans le cas contraire.
En conséquence, un pneu à bande de roulement lisse (ou à bande sculptée mais complètement usée) donne théoriquement la meilleure adhérence.
Évidemment, ceci n'est valable que dans le cas d'une chaussée dont la surface est sèche et parfaitement propre puisque, s'il y a de la poussière, la rigidité exagérée de la bande de roulement produit un effet contraire et que, dans le cas d'une chaussée mouillée, la bande de roulement lisse ne réussit pas à évacuer l'eau et fournit ainsi une faible adhérence, même à basse vitesse.

D.R.
D.R.
PNEUMATIQUE DE COURSE OU "RACING"
Un chapitre particulier doit être consacré aux pneumatiques de compétition, c'est-à-dire aux enveloppes conçues et créées expressément pour cet usage. Ces enveloppes sont étudiées uniquement en fonction de l'obtention de l'adhérence la meilleure étant donné les conditions de la surface de la chaussée sans considération de durée ou de prix.
La possibilité d'un remplacement fréquent et rapide a conduit à une spécialisationpoussée à l'extrême si bien qu'on est arrivé à réaliser un grand nombre de pneumatiques qui donnent des performances très élevées, mais dans une gamme assez réduite de circonstances. On peut faire une distinction de principe entre les montes « de piste » et les montes « de route ».
Les premières sont conçues pour fonctionner sur des surfaces de chaussée lisses, régulières, et avec un coefficient de frottement élevé, et pour des voitures ayant un équilibrage des poids approprié.
Les secondes sont destinées à l'utilisation en compétition dans toutes les conditions de sol : irrégulier ou non, goudronné, à goudron détérioré, sur glace ou neige... Les pneumatiques de piste, dits racing, sont constitués par des enveloppes sans chambre à air, et n'ont pas grand chose de commun avec les pneumatiques classiques : la carcasse à structure diagonale textile, pour avoir la légèreté maximale, est très mince et n'a pas non plus la couche imperméable caractéristique des tubeless. Ils doivent être montés sur des jantes d'une étanchéité parfaite, et les talons sont fixés aux bords du canal de la jante par collage.
Les exigences principales sont une grande rigidité latérale et une adhérence très élevée de la part de la bande de roulement ; on obtient ces résultats notamment en abaissant la hauteur des flancs et en adoptant des mélanges spéciaux.
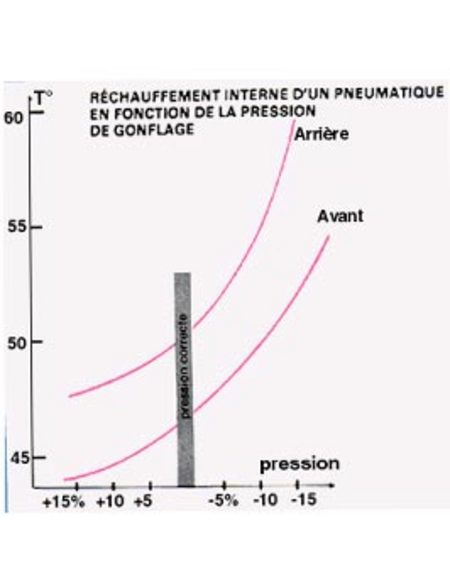
La bande de roulement des racing est constituée par un mélange très mou qui peut devenir visqueux quand la température augmente, et, puisque l'intervalle de température dans lequel sont réalisées les meilleures conditions d'adhérence est très réduit, il est nécessaire de réchauffer le pneumatique et surtout de ne pas dépasser la température idéale au-delà de laquelle la perte de consistance du caoutchouc provoque des usures très rapides, des pertes d'adhérence et à la limite le détachement de la bande de roulement (déchapage ) et la désagrégation de la carcasse.
Puisque la température de la bande de roulement est fonction de la température extérieure, du type de goudronnage, de la distribution des poids et de la conduite du pilote, il est nécessaire de choisir à chaque fois le mélange qui convient à cette température de fonctionnement.
Étant donné la production de chaleur élevée due à la carcasse à structure diagonale, il est possible d'intervenir sur la température de la bande de roulement en faisant varier la pression du pneumatique, c'est-à-dire en provoquant un plus ou moins grand échauffement de l'enveloppe par hystérésis. Les racing spéciaux pour la pluie conservent la même carcasse, mais ils ont une bande de roulement profondément sculptée (pour permettre une évacuation efficace de l'eau et pour augmenter la pression spécifique) dont le mélange très tendre est adhérent même à basse température.

D.R.
D.R.
Si de telles enveloppes sont utilisées dans des conditions normales, elles se surchauffent rapidement, au point de provoquer le décollement de la bande de roulement.
Un type intermédiaire, dit " tout temps" est représenté par des pneumatiques pour sol sec à mélange tendre avec une bande de roulement de largeur réduite modérément sculptée.
Il s'agit d'une solution de fortune à laquelle on a recours en cas d'incertitude sur l'évolution des conditions météorologiques lorsqu'on prévoit de ne pas effectuer le remplacement des pneumatiques mais qui, en définitive, ne donne de résultats satisfaisants en aucune circonstance.
Dans les années soixante-dix, on a commencé à produire à titre expérimental des pneumatiques de piste à carcasse radiale ; ces pneumatiques, initialement connus sous les noms de racing routiers et de semi-racing à cause de leur utilisation principalement routière, sont meilleurs que ceux à carcasse diagonale à cause de la constance de leurs dimensions et de l'absence de vibrations : mais à cause de leur faible hystérésis, ils ne peuvent toutefois pas être fabriqués avec les mêmes mélanges à très haute adhérence que ceux des racing habituels.
Les enveloppes "de route" se subdivisent en pneumatiques pour chaussées goudronnées, pour la terre et pour l'hiver.
Les premiers se rapprochent beaucoup des pneumatiques de piste et peuvent avoir une bande de roulement soit lisse, soit adaptée aux conditions particulières du parcours avec des sculptures qui sont quelquefois réalisées sur le terrain même de la course.
Le type pour terre a une bande de roulement très sculptée avec un mélange plutôt dur, analogue à celui des pneumatiques d'hiver, et une section réduite par rapport à celle des enveloppes des pneumatiques pour chaussées goudronnées. Sur des parcours enneigés et verglacés, on utilise des pneumatiques très sculptés avec des mélanges plutôt tendres prévus pour pouvoir être munis de clous ; la garniture de clous varie selon leur nombre, leur dépassement et leur disposition, en fonction de l'état des routes à parcourir et des règlements particuliers.
Le symbole très courant de ces pneumatiques est M + S qui signifie boue + neige (en anglais mud and snow). Quand l'usage des clous est interdit ou limité, on a recours à des mélanges très tendres et à ceux dits super-adhérents ou friction . On désigne ainsi les mélanges qui, pour un même dessin, donnent une adhérence sur glace meilleure que les mélanges classiques.
Pour améliorer la tenue dans les conditions d'adhérence très faible dans lesquelles on les utilise, ces enveloppes ont une section très réduite de façon à produire une pression spécifique élevée. Tous ces pneumatiques spéciaux donnent des performances extraordinaires, mais ils n'ont pas d'autres applications que dans le domaine des compétitions.
La contribution apportée à la production de série par de telles expérimentations se réduit à la mise au point de nouveaux mélanges et dessins, tandis qu'on ne peut trouver dans la production de série aucun exemple de pneumatiques très larges à bande de roulement lisse ou d'enveloppes d'hiver avec plus de 500 clous dépassant de quelques millimètres.