Technique : Le vilebrequin
le 02/08/2005
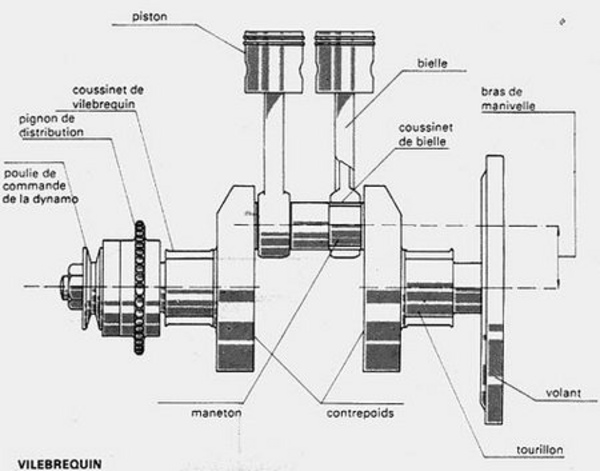
Le vilebrequin est l'élément principal du système bielle-manivelle. Il permet la transformation du mouvement rectiligne alternatif du piston, en un mouvement de rotation.
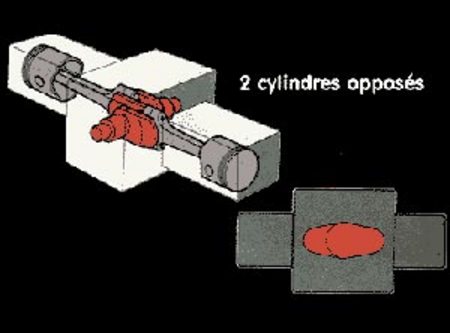
Chaque manivelle est formée de deux bras appelés " bras de manivelle", ou flasques, et du maneton, ou portée de bielle, qui tourne dans le coussinet de la tête de bielle. Les portées sur l'axe de rotation de l'arbre sont appelées portées, ou tourillons de ligne d'arbre. Dans les moteurs en ligne, le vilebrequin comporte autant de manivelles qu'il y a de cylindres. Dans les moteurs à cylindres opposés (boxer), le nombre de manivelles peut être égal au nombre de cylindres ou à la moitié.
D.R.
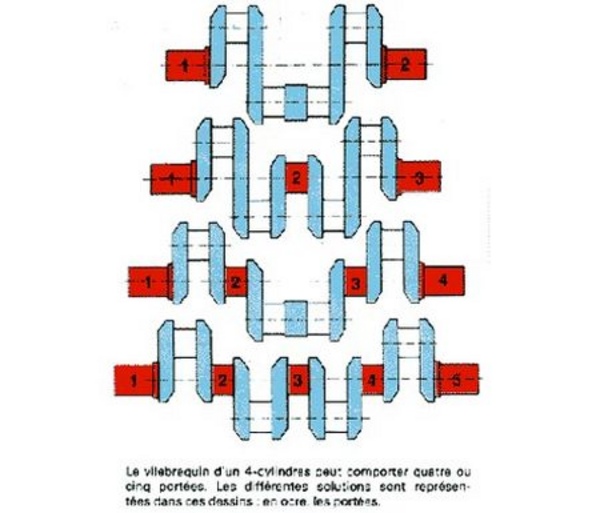
Dans les moteurs en V, en général, le nombre des manivelles est la moitié du nombre de cylindres. Le nombre des paliers de ligne d'arbre, en revanche, peut varier considérablement. Ainsi, par exemple, un moteur à quatre cylindres peut comporter un vilebrequin porté par deux paliers seulement, ou par trois, quatre ou cinq. Le choix dépend de considérations techniques et économiques. Un moteur à deux paliers est de fabrication plus économique, mais ne permet pas d'atteindre des régimes très élevés ni de grosses puissances spécifiques.
En effet, pour éviter des flexions du vilebrequin et les vibrations qui en résultent, le diamètre des manetons doit être très important et il convient de donner aux bras de manivelle une section en rapport, ce qui donne un vilebrequin et des têtes de bielle lourds. Les masses tournantes engendrent alors des forces d'inertie considérables, incompatibles avec des régimes très élevés. Les vibrations de flexion du vilebrequin sont, en outre, une cause de bruit (battement dans les coussinets de ligne d'arbre).
Toutes ces raisons font que pour les 4 cylindres la solution du vilebrequin à deux paliers n'est plus utilisée. Beaucoup de moteurs à quatre cylindres sont donc à trois paliers, mais pour les plus modernes, surtout ceux de cylindrée élevée, on a préfère la solution à cinq paliers, plus coûteuse mais permettant d'atteindre des puissances spécifiques élevées et de réduire en même temps le poids total du moteur. Pour cette même raison, d'une façon générale, les moteurs 6 cylindres en ligne disposent de sept paliers, les 6 cylindres en V de quatre paliers, les V 8 de cinq paliers.
Le vilebrequin porte, à l'extrémité destinée à transmettre la puissance, une bride pour l'attaque du volant ; celui-ci à son tour portera l'embrayage. A l'autre extrémité, une forme adéquate permet d'assurer le calage de l'engrenage de commande de la distribution et des poulies pour l'entraînement par courroies des organes auxiliaires (pompe à eau, générateur électrique, ventilateur, etc.).
La forme des manivelles est variable et dépend du nombre des cylindres, du nombre des paliers de ligne d'arbre, du système de fabrication, mais surtout de la présence éventuelle de contrepoids. Les vilebrequins des moteurs d'automobiles sont normalement portés sur paliers lisses et construits en une seule pièce.
D.R.
D.R.
Les roulements à billes ou à rouleaux ne sont utilisés que dans des moteurs dérivés de moteurs de motocyclettes et, quelquefois, dans les moteurs de véhicules industriels. Ils furent utilisés autrefois en compétition. Dans les moteurs polycylindriques, pour régulariser le couple moteur qui pour chaque cylindre varie au cours du cycle et passe par sa valeur maximale tous les deux tours (moteurs à quatre temps), et pour rendre plus uniforme la rotation du vilebrequin, on fait en sorte que les combustions dans les divers cylindres se succèdent à intervalles égaux.
A cet effet, on dispose les manivelles de façon que celles qui correspondent à deux cycles consécutifs se trouvent décalées, l'une par rapport à l'autre, d'un angle égal à 180 h/n degrés, h étant le nombre de temps et n celui des cylindres. Cela s'applique aux moteurs en ligne et aux moteurs en V, quand l'angle du V est égal à l'angle calculé par la formule indiquée ci- dessus, Il existe cependant des moteurs, surtout des bicylindres en V, où les diverses phases ne sont pas équidistantes entre elles.
En augmentant le nombre des cylindres et, par conséquent, celui des manivelles, on diminuera le degré d'irrégularité du couple moteur.
D.R.
D.R.
Équilibrage
On l'obtient en montant des contrepoids sur les manivelles. Les buts de l'équilibrage sont, d'une part, la réduction des vibrations du moteur, causées par les forces et moments produits par la pression des gaz dans les cylindres et par les pièces en mouvement alternatif et de rotation (pistons, bielles, vilebrequin) et, d'autre part, la diminution des charges exercées sur les coussinets de la ligne d'arbre.
- Forces centrifuges
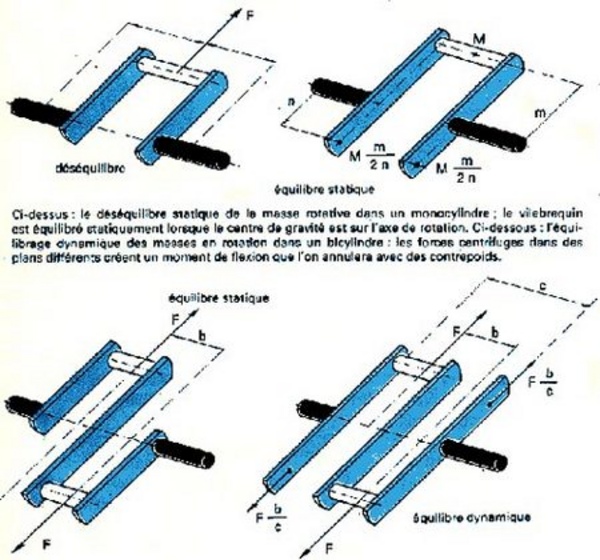
Le vilebrequin est équilibré statiquement lorsque la résultante des forces centrifuges est nulle, c'est-à-dire quand le centre de gravité se trouve sur l'axe de rotation.
Un vilebrequin équilibré statiquement n'est pas nécessairement équilibré dynamiquement, c'est-à-dire qu'il peut donner lieu, lorsqu'il est en rotation, à un moment de flexion dû aux forces centrifuges situées dans des plans différents. Il se peut, parfois, que dans les moteurs polycylindriques le moment résultant par rapport à un point quelconque de l'axe soit nul.
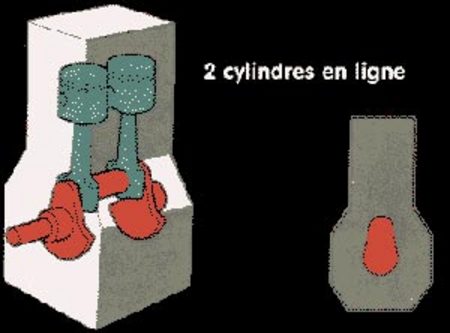
La chose se conçoit plus clairement en se référant au cas du vilebrequin à deux manivelles d'un moteur quatre temps à deux cylindres opposés. Les forces centrifuges s'exercent ici dans des plans différents, séparés par une distance égale à la distance des axes des cylindres. Le moment résultant est égal au produit de la force centrifuge par cette distance. Il peut être équilibré par un moment égal et opposé, au moyen de contrepoids.
D.R.
Dans les vilebrequins possédant un nombre de manivelles supérieur à deux, celles-ci ont une disposition angulaire telle que les combustions se produisent à distances égales les unes des autres, de manière à obtenir ainsi une régularité maximale du couple moteur et, dans ces conditions, dans la majeure partie des cas, la disposition des manivelles est telle que la condition d'équilibre statique se trouve automatiquement satisfaite sans l'adjonction de contrepoids, puisque le vilebrequin admet un plan de symétrie passant par son axe.
En ce qui concerne l'équilibre dynamique, ces vilebrequins se trouvent automatiquement équilibrés si, étant déjà équilibrés statiquement, ils admettent un plan de symétrie perpendiculaire à l'axe de rotation, par rapport auquel les manivelles sont symétriques en nombre, position et dimensions. Tous les autres types de vilebrequins ne peuvent être équilibrés que par l'adjonction de contrepoids. Toutefois, beaucoup de vilebrequins tout en étant équilibrés dynamiquement dans leur ensemble, même sans contrepoids, ont leurs manivelles équilibrées individuellement par des contrepoids.
Ce type d'équilibrage complémentaire sert à réduire la charge appliquée aux coussinets des paliers. En effet, en munissant de contrepoids chacune des manivelles, on réduit ou annule les moments de flexion individuels qui, en agissant sur les diverses parties du vilebrequin, tendraient à le faire fléchir, ce qui en appliquant des charges supplémentaires sur les paliers de la ligne d'arbre compromettrait leur graissage.
- Forces alternatives
Outre les forces centrifuges des masses en rotation, les manetons sont également soumis à des forces dues aux masses animées d'un mouvement alternatif. Ces forces, causées par les variations de vitesse du piston et de la bielle, se subdivisent en forces alternatives du premier et du deuxième ordre. Les premières atteignent leur maximum positif ou négatif à chaque fois que le piston se trouve au point mort haut et au point mort bas. Les secondes varient avec une fréquence double de celle des premières. Une force du premier ordre peut être équilibrée par la composante suivant l'axe des cylindres d'une force centrifuge produite par une masse égale à celle de la masse alternative et appliquée au vilebrequin en opposition avec le maneton considéré.
Mais dans ce cas, il apparaît une force de même amplitude et fréquence, dirigée normalement à l'axe du cylindre. En pratique, on équilibre par contrepoids la moitié de la masse alternative. Il reste donc, exercée sur l'axe du cylindre, la moitié de la force alternative du premier ordre, tandis que l'autre moitié est transformée en une force perpendiculaire à l'axe du cylindre.
Pour les moteurs multicylindriques, les forces alternatives du premier ordre sont équilibrées quand le vilebrequin est par lui-même (c'est -à- dire sans contrepoids) équilibré statiquement. D'une façon analogue, les moments dus aux forces alternatives du premier ordre sont équilibrés lorsque ceux des masses rotatives le sont, c'est-à-dire quand le vilebrequin est équilibré dynamiquement.
En ce qui concerne les forces alternatives du deuxième ordre, il n'existe pas de possibilité de les réduire au niveau de la fabrication du vilebrequin puisqu'elles varient avec une fréquence double du régime de rotation. Dans les voitures automobiles, les vibrations causées par les forces du deuxième ordre sont absorbées par des dispositifs spéciaux de suspension du moteur.
D.R.
Le projet du vilebrequin
Le rapport course-alésage détermine pour une large part l'architecture du moteur. Son influence se fait également sentir sur le vilebrequin. En effet, pour une cylindrée donnée, si l'on augmente l'alésage en diminuant la course, le vilebrequin devient plus long et les manivelles se raccourcissent.
En réduisant la longueur de la manivelle, on réduit les forces d'inertie causées tant par les masses en rotation que par les masses en mouvement alternatif. En outre, le vilebrequin offrant un encombrement moindre en diamètre, sa construction sera plus facile. Un autre avantage résulte de ce qu'on appelle le recouvrement des portées de ligne d'arbre et des manetons. Ce recouvrement permet d'obtenir la résistance et la rigidité voulues avec une épaisseur réduite des bras de manivelle. On pourra ainsi allonger les portées pour leur donner une plus grande surface de contact avec les coussinets et raccorder les portées aux bras par des congés de rayon relativement grand, ce qui accroît notablement la résistance à la fatigue.
Une autre méthode, pour augmenter encore la résistance à la fatigue du vilebrequin, consiste à comprimer par roulage les fibres de l'acier à l'endroit des raccordements des portées de ligne d'arbre et de manetons. Les dimensions des portées sont calculées en fonction des charges que doivent supporter les coussinets, de la vitesse de rotation et de la rigidité qu'il est nécessaire d'obtenir pour empêcher qu'il ne se produise des déformations élastiques par flexion ou torsion.
La capacité de charge des coussinets est à peu près proportionnelle au produit du diamètre par la longueur de la zone de contact avec la portée. Pour une charge donnée et pour une longueur donnée de la portée, une majoration du diamètre fait augmenter la vitesse de frottement, mais diminue la pression unitaire sur les coussinets. Lorsque les diamètres sont petits, des déformations peuvent se produire, entraînant des pressions exagérées dans certaines zones et des vibrations de torsion. Il est de règle de choisir des diamètres plutôt grands, ce qui constitue un avantage pour la rigidité du vilebrequin et pour la résistance des coussinets.
Le vilebrequin est foré pour ménager les passages nécessaires à l'huile de graissage. Souvent, les évidements servent aussi à l'alléger. Un bon graissage des coussinets est un facteur très important pour leur bon fonctionnement et pour leur durée. Les vilebrequins doivent être percés dans les bras de manivelle (au moins un canal pour chaque manivelle) pour faire passer l'huile des paliers de ligne d'arbre aux coussinets de bielle. Généralement, l'huile arrive par des canaux ménagés dans le bâti à chacun des paliers de ligne d'arbre, d'où elle pénètre dans le vilebrequin par des perçages généralement radiaux, elle passe par les canaux pratiqués dans les bras de manivelle pour arriver aux portées des manetons et elle sort par d'autres trous qui débouchent au milieu des coussinets.
Pour réduire le nombre des perçages, on peut prolonger les canaux percés dans les bras de manivelle jusqu'à ce qu'ils traversent les manetons, dans un tel cas, il n'est pas nécessaire que les tourillons soient forés axialement.
Procédés de fabrication
Le matériau normalement utilisé pour la construction du vilebrequin est l'acier au carbone. Pour les fortes sollicitations, on utilise des aciers au nickel-chrome ou au chrome-molybdène-vanadium.
Aujourd'hui, on construiction en alliage cuproplomb, dit "métal rose", duralumin, etc., on durcira superficiellement les portées du vilebrequin par cémentation, par trempe superficielle ou par nitruration. Pour la trempe superficielle, très utilisée dans la fabrication en série, on fait le plus souvent appel au procédé Tocco : le durcissement s'effectue par un chauffage superficiel obtenu par induction électrique, suivi d'un refroidissement à l'eau.
Ce procédé présente l'avantage d'être très rapide. Un autre durcissement de ce genre correspond à la «trempe au chalumeau», dans lequel le chauffage est obtenu par la flamme du chalumeau. Lorsque les problèmes économiques passent au second plan, on peut choisir un acier spécial à haute résistance avec un durcissement par nitruration. Dans les débuts, le vilebrequin était usiné dans un cylindre d'acier. Les bras de manivelle circulaires étaient allégés en enlevant les parties latérales, ce qui leur donnait une forme rectangulaire (en effet, à cette époque, on n'utilisait généralement pas de contrepoids).
On construisit ensuite des vilebrequins en les forgeant par des opérations successives de matriçage à chaud. La technique du matriçage permet aujourd'hui de modeler les bras de manivelle de façon à inclure les contrepoids. Ceux- ci sont donc forgés avec le vilebrequin, sauf pour les cas spéciaux et les moteurs de véhicules industriels où ils sont alors rapportés. L'ébavurage, le tournage des portées et manetons sont effectués sur machine. Ils sont suivis d'une rectification à la meule, et d'un équilibrage statique et dynamique par enlèvement de matériau.
Dans la fabrication en série, ces opérations sont faites sur machines semi-automatiques ou automatiques. Pour réduire les temps d'usinage on a tendance à diminuer les quantités de matière à enlever sous forme de copeaux. C'est là une des raisons pour lesquelles on a commencé à fabriquer des vilebrequins en fonte nodulaire: les vilebrequins moulés sont, à l'état brut, plus précis que les vilebrequins forgés et ils ont de moindres surépaisseurs de métal, qui peuvent par conséquent être enlevées plus rapidement par usinage.
La durée du vilebrequin
De toutes les pièces en mouvement du véhicule, le vilebrequin est celle qui tourne le plus vite et pèse le plus lourd ; il est néanmoins prévu pour durer sans intervention toute la vie de l'automobile.
Les techniques modernes de fabrication, les jeux de montage contrôlés avec précision et les progrès en matière de graissage lui assurent une ample marge de sécurité et une très bonne fiabilité. Il n'est cependant encore pas rare d'enregistrer des avaries, mais elles sont presque toujours imputables au conducteur. Les plus connues sont la rupture par fatigue et le grippage des portées. La première provient de vibrations de torsion ou de sollicitations anormales à bas régime, d'une combustion avec détonation, d'un allumage irrégulier dans un cylindre ou, enfin, d'un équilibrage incorrect.
Des jeux excessifs dans les coussinets, spécialement des paliers de ligne d'arbre, causent ensuite des vibrations de flexion qui peuvent d'une façon analogue conduire à la rupture. La deuxième, c'est-à-dire le grippage des portées, dépend de la lubrification et de la filtration de l'huile ; cela peut se produire de très différentes façons : par exemple, en accélérant le moteur à froid, quand l'huile n'est pas encore en circulation, en abordant des virages avec le niveau au-dessous du minimum, en circulant à pleine charge à bas régime ou, enfin, quand le lubrifiant ou le système de graissage ne sont pas en bon état.
Dans tous les cas mentionnés, c'est toujours la pression d'huile qui est la valeur la plus représentative d'un bon graissage et il est, en conséquence, recommandable de monter un manomètre d'huile et de le surveiller constamment.
En cas de rupture du vilebrequin, il convient de remplacer les coussinets de ligne d'arbre et des têtes de bielle, et d'équilibrer le nouveau vilebrequin avec le volant. Il est quelquefois également opportun de réaléser les cages de paliers de la ligne d'arbre - c'est-à-dire de les réaligner par alésage - afin de corriger d'éventuelles déformations. Dans le cas de grippage des portées, il est par contre nécessaire de reprendre à une cote plus faible les portées du vilebrequin et de les rectifier, pour les remonter ensuite avec des coussinets «réparation», d'alésage plus faible.
Cette réduction du diamètre des portées de ligne d'arbre ou de manetons a pour but d'enlever la partie endommagée. Normalement, il est possible d'effectuer une ou deux reprises à une cote plus faible suivant la profondeur de la cémentation. La valeur de chaque reprise par rectification est en général de 0,2 mm et elle est indiquée par le constructeur dans le manuel de réparation.